

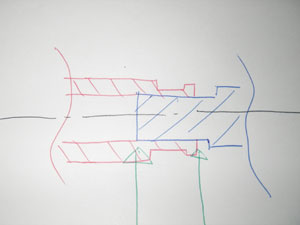
これは海外から無断借用した画像で、左がステップダウン、右がスーパースイス
それぞれのオス側フェルール形状に注目してほしいのだが、ステップダウンは一段細くなっている
そうそう、どっちも上の2本がオス側、あと、右側にブランクを突っ込むんやぞ
前回、金属フェルールの材質選びで頭がウニになってしまった管理人、そらそうやろ、1ページ丸々能書きだけやねんから・・・。色々悩んでばかりでは何も始まらない、とっとと旋盤で削ってしまおう。
で、管理人がどんな材質を選択したのか、それは・・・
そんなもんベリリウム銅を使うに決まってる!
管理人の今の環境だと「強度が要求され、なおかつ重さを気にしなくていい」との条件であればベリ銅で確定だ。熱処理しなければチタンより加工しやすいから。毎日欠かさずファイナルダムンをチェックするのが日課、なんて人がいるのか知らないけど、とにかくそんな熱心な「ダムン・マニア」の諸君なら64チタンを却下した時点で予想通りかな?まぁ、つまらん冗談はどうでもいいとして、JIS規格最強の銅合金・ベリリウム銅によるパーツ作成第2弾、「世界初!?ベリ銅製金属フェルール『蛇頭殺フェルール』の作成」をそそくさと紹介しよう。
まず、旋盤で加工するからには図面を作成しなければならない。図面を作成するからにはフェルールを設計する、ってことになる。だけど、管理人はそんなの作ったこともないから、適当に考え、思いついたまま適当に線を引いただけの「お絵描き」で済ませた。市販の洋白製フェルールなんて手元にないし、あるのは元々ついていた黄銅フェルールと、町の釣具屋さんで売ってたこれも黄銅、プレス品のフェルールだから。
フライロッドで使われる金属フェルールには「ステップダウンフェルール」と「スーパースイスフェルール」の2種類がある様で、ステップダウンはオス側とメス側のブランク径が違う、メス側の方が太くなっているが、それに対してスーパースイスの方はオスメスのブランクは同じ直径らしい。1ピースのブランクをカットして2ピースにしたみたいにティップセクションとバットセクションのテーパー比率が保てるから、ベンディングカーブを損ねたくない場合にはスーパースイスを用いるようである。で、今回のブランクは元々がステップダウンフェルールだったので、そのままステップダウンを採用することになる。この辺はブランクから作成する場合だとテーパー比率を考慮して竹を削るから選択項目になるけど、今回のように既存のブランクを使う場合には元の形式をそのまま採用せざるを得ない。
これは海外から無断借用した画像で、左がステップダウン、右がスーパースイス
それぞれのオス側フェルール形状に注目してほしいのだが、ステップダウンは一段細くなっている
そうそう、どっちも上の2本がオス側、あと、右側にブランクを突っ込むんやぞ
話しは前後したが、一応、今回のフェルールの手書き図面、いや、お絵描きをアップしておく。もちろん適当だからバンブービルダーには何の参考にもならないことは当然だ。
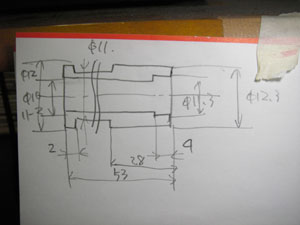
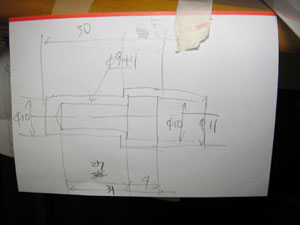
このラフスケッチとも言えるお絵描きこそ、管理人の適当さ加減の証明だね
CADで図面を描くのがフツーなのだが・・・
たぶんわかるとは思うけど、左がメス側、右がオス側だ。オス側に関しては特記事項はない。はめあい部分の精度だけを気にすればいいから。で、問題なのがメス側。今回は穴を貫通させたのだけど、市販の洋白製フェルールは止まり穴、貫通してないみたいなのだ。水が入ってきてブランクに悪影響を及ぼすのを防ぐ意味があるのだろう。ほんならおまえ、なんで貫通させてるねん?
止まり穴の加工なんかめんどくさいに決まってる!!
そんなのやってられんって。止まり穴の場合は丸棒の両側から穴をあける必要があるのは理解できると思う。旋盤加工の場合だと材料の掴み直し、一旦外して反対にする必要があるのだが、薄肉の部材だから掴み代を確保しなければ作業できない。無駄な材料が増える、ってことだね。ベリ銅ってそんな安い材料じゃないから。穴の深さも測定しないとダメだけど、それに対して貫通穴の場合はなにも考えなくていい。掴み直しする必要はないし、ドリルやリーマーで穴をブチ抜けばいいだけだから、難易度も低くて済む。いい加減な管理人にはお似合いだろう。じゃぁ、ブランクの防水は?それは後で考えることにする。めんどくさいの嫌いな人だから・・・
あと、強度に関わってくるフェルールの肉厚だが、今回は0.5mmにしておいた。強度計算によって導き出された数字、ってワケじゃなくってこれも適当。そんな計算できるほどアタマのいい人間じゃないから。ただ、メス側の入り口と根元の部分はちょっと増やしている。
管理人はCADが使えんアナログ人間だから勘弁してほしい・・・
適当なイラストで申し訳ないが、強度的に負担の掛かる場所となると緑の矢印、フェルール入り口とオス側の端に接する部分だろう。まぁ、初めて作るのだから、とやかく考えても仕方がない。やってみてダメだったら改善すればいい、それくらいの気持ちがないと先に進まない、そんな風に思っている。繰り返すけど適当だもん。
あとは図面に従って加工しよう。

所詮は銅合金、チタンに比べるとはるかに削りやすいぞ
えーっと、ごめんなさい、またしても撮影忘れだ。加工中の画像はありません・・・
とりあえず、メス側だね。

もちろん上がベリ銅で、下がついてた黄銅フェルール
全長は元のフェルールよりもちょっと短くしているが、厚みがあるので重くなってしまっている・・・。一応、穴は9.8mmのドリルで貫通させてから10.0mmのリーマーで仕上げておいた。それで充分だと思う。
次にオス側だけど、
ごめん、また撮影忘れ!
あぁ、いつものことだね・・・。それはいいとして、加工が終わったら次は熱処理。ベリ銅の標準熱処理条件はハワイアンフック編でも述べてるけど、
こんな具合で簡単だけど、一つ問題がある。ハワイアンフック編での強度実験の結論として、
衝撃には弱そうな気がする・・・
直線強度は問題ない、というか余裕丸出し、でも、伸びがないから限界を超えた場合には変形せずにいきなり破壊してしまう事が想定される。ガラスを想像してもらえばいい。じゃぁ、ベリ銅なんか使わんとアルミニウム青銅でも使え!となるかも知れない。材料も安いし、熱処理しなくてもいいから。でも、ここはファイナルダムン、やってみることに意義を見出す管理人だから、意地でも死んででもベリ銅を使おう。じゃぁ、どないするねん?
熱処理温度を低くすれば伸びや耐衝撃性は確保できるぞ!
いくら何でもそこまで頭悪くないから。ただ、熱処理温度を低くすると強度は低下してしまう。伸びや耐衝撃性の代償、ってことだ。それに関しては材料メーカーの公表データがあるので紹介しておこう。
ベリ銅を扱ってる材料メーカーは米国のブラッシュウェルマンと我が帝国は日本ガイシの2社だけど
これは毛唐の日本法人が公表している資料ね
左が引張強さ、右が伸びとそれぞれの熱処理温度及び時間との関係だが、見れば一目瞭然、標準熱処理温度の315℃で処理した場合に対してそれよりも低い260℃で処理した場合は、引張強さは低下しているものの伸びは高い値を示している。ただ、加工硬化材だと元々の伸びが低いため、それほどの伸びは確保できないようだ。では、標準温度より高い場合も伸びは大きくなっているけど、そっちの方がええんと違うか??なんて疑問も浮かんでくるだろう。425℃ならともかく370℃で2時間の熱処理なら強度的にも260℃での処理に比べても高い値を示しているのだから。これに関しては材料メーカーによると、熱処理温度が低い「アンダーエージング」と呼ばれる状態では「靱性、耐疲労性、場合によっては耐蝕性の良いことです。」なんてコメントがある。一方の温度の高い「オーバーエージング」状態だと「オーバーエージングにより延性は増大しますが、靱性が低下することに留意してください。」とのことである。なので、今回は素直にアンダーエージング、260℃での熱処理によって、伸びと靱性を少しでも確保してあげることにする。(この「靱性」ってコトバは「耐衝撃性」って意味でいいよ)
ちょっと話しが脱線しちゃったけど、作業を進めよう。削ったフェルールを電気炉に放り込んで、設定温度は260℃、これで2時間放置プレイすればいい。

見たらわかるやんね!
熱処理が終わった状態はこんなの・・・

今度はオスメス一緒だよ
ここで一つ、ベリ銅に限らないが、金属材料に熱処理を施すと寸法が変化する。収縮する場合と膨張してしまう場合、その変化量は材質によって異なるのだが、ベリ銅は標準熱処理だと0.2%ほど収縮してしまうらしい。フェルールに用いる場合はオスメスの摺り合わせが必要になるので、最終的な寸法調整は熱処理後に実施する必要がある。そして熱処理したベリ銅は洋白や黄銅と違って硬いから、摺り合わせを完了させるのにかなり時間がかかることも付け加えておく。ペーパー掛けしてもなかなか削れてくれない、ってこと。ちなみに今回はペーパー掛けでの摺り合わせはやっていない。そんなのアホ臭いから旋盤で削っただけで済ましてしまった・・・
ようやくフェルールが完成したから、あとはブランクに接着すればいいのだけど、先に説明した、ブランクの防水、ってのを考えないといけない。

こんな状態だからね・・・
オス側、ティップセクションはどうでもいい。でも、メス側、バットセクションは無視するワケにもいかないよね。こんな感じだから。竹を正三角形に削ってるんじゃない、真ん中の部分に空洞があるから余計にどうにかしないとダメ。今回は結局どうしたか、それは・・・
端面に接着剤を塗って誤魔化したったぞ!
めっちゃ適当・・・
それじゃぁ接着だね。

あとは放置プレイだ
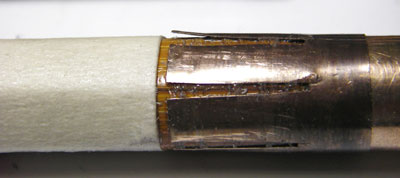
で、通常のバンブーロッドのフェルール作成だと、たぶんこれで完了だと思う。でも、管理人はちょっと気になる部分があって、更に追加で「ブランクとフェルールの継ぎ目での破損防止対策」なんてのをやってみた。ライギョ竿だから更に強度に配慮した?そうじゃない、適当に考えて作ったフェルールだからそこまでの構造をフェルール自体には持たせていないから。

見にくいなぁ・・・
これは先にも紹介した市販の洋白製フェルールだけど、ブランクとの継ぎ目はスリットが入っていて六角断面のブランクにフィットさせるようになっている。この部分がブランクに被さって補強にもなるのだ。だけど、管理人の適当フェルールはそういった構造になっていない。ただのパイプで、しかも竹を段付きに削っているからブランクが破壊する事も想定されるだろう。竹で強度を確保できる表面を削ってしまっているのだから余計に弱くなっているし。なので・・・

東急ハンズで売ってるりん青銅板

適当な大きさに切って巻き付けるのだ
もちろんブランクの上に被さる部分は六角に形を付けてやろう

接着剤を塗布して糸を巻いて放置プレイ
要するに、りん青銅板を巻いて補強してあげる、ってことなのだ。カーボンブランクだとスレッドやカーボンロービングを巻いて補強できるけど、この場合だと繊維を巻いても補強にならない。竹の繊維方向に対して直角に巻くことになるから、曲げの力、竹の繊維方向の力に対しては補強の役目をなさないからね。だけど、繊維じゃなくてカーボンやグラスのシートを巻き付けるのなら全然OKだろう。今回は手元にりん青銅の板があったのでそれを使ってみたけど。
そして、接着剤が硬化したら糸をほどくのだけど・・・

アホか・・・
りん青銅板の弾性が強くて接着できずに外れてしまいました・・・
しゃあない、次の手やなぁ・・・

リング被さってるの、わかる?
摺り合わせ部の仕上げが変なのは気にしなくていい
ペーパー掛けじゃないから
今度はベリ銅で削ったリングを被せることにした。これだと巻き付けるワケじゃないからいいと思う。

さすが、面倒やからスリットはハサミだ
市販のフェルールだとフライスで加工してそう

適当なスリットやけどね・・・

やっぱ熱処理!ここも260℃でいいからね
「ベリ銅は熱処理せんと値打ちない」とは工場長のコメント・・・

これはさっきと同じやね
まぁ、こんな感じで適当にリングを被せてやれば補強になるだろう、などとこれも適当に考え、そして適当に作業したのであった。そして、接着剤が硬化したら糸をほどくのだけど・・・
さっきとかわらんやんけ・・・
そう、ベリ銅も弾力があるので一部分だけど剥がれてしまいました・・・。でも、これなら上からスレッドを巻けばどうにかなるだろう。だから、めんどくさいからこれで決行だ。さすがはいい加減な管理人、その本領を発揮してしまったぞ。なので、今回はここまで。
次回はガイド編、自作フレーム、もっと手間かかるねんけどなぁ・・・(2008/1/27更新)
いや、方向転換で可変バランサー編だ!(2008/5/7追加)
今回の金属フェルール、摺り合わせ作業なし、旋盤加工だけで済ませたとコメントしている。ちゃんとペーパーで寸法調整するのが本当なのだが、旋盤で削ってたら寸法的に結構いい線だったのでそれで終わらせた。機械部品のはめあい、って意味ではベストなのだが、ライギョ竿だと使ってるうちに回ってきそうだったので、こんな感じでちょっと修正している。

熱処理済みのベリ銅だから直接掴んでもキズにならない?
見ての通りバイスで締め付けてきつくなるようにした。これがベリ銅じゃなくて洋白の場合だと、かなり手加減しないと思いっきり変形してしまうことが予想される。アンダーエージングでもベリ銅、洋白や黄銅では強度的に比較にならないから。
あと、調子に乗るとこんなことにも・・・

真ん中見てね!
まぁ、見ての通りだ。いくら熱処理済みのベリ銅だからと言っても、掴み所を間違えてしまえばこんなことになってしまう。気をつけようね。